一部视频,让您轻松掌握【青海(当地)耐磨钢板精密管值得信赖】产品的核心优势。赶紧观看,开启您的产品体验之旅。
以下是:【青海(当地)耐磨钢板精密管值得信赖】的图文介绍
品质保障 现货供应
我们用实力和品质说话
青海高压化肥管
青海高压化肥管的详细介绍
案例丰富 价格地道
耐磨钢板精密管值得信赖】")
对于w(Ni)在4%-7%的低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,在淬火后(通常采取空冷)形成低碳马氏体,在回火加热到As(低于Ac1)以上时,将发生M的你转变。这种组织不同于Ac1温度以上转变形成的奥氏体,也不同于从高温冷却时残留的奥氏体,因此称为逆变奥氏体。 这种组织富碳富镍,具有良好的组织温度性,通常弥散分布于低碳马氏体基体,具有明显的强韧化作用。焊接特点对于Cr13型和马氏体耐磨衬板来讲,高温奥氏体冷却到室温时,即使是空冷,也转变为马氏体,出明显的淬硬倾向。 由于焊接是一个快递加热与快速冷却的不平衡冶金过程,因此,此类焊缝及焊接热影响区焊后的组织通常为硬而脆的高碳马氏体,含碳量越高,这种硬而脆倾向就越大。当焊接接头的拘束度较大或氢含量较高时,很容易导致冷裂纹的产生。 与此同时,由于此类钢板的化学成分使其组织位于舍夫勒M与M+F相组织的交界处,在冷却速度较小时,近缝区及焊缝金属会形成铁素体及沿晶析出碳化物,使接头的塑韧性显著降低。因此,在采用同材质焊接材料焊接此类马氏体钢板,为了细化焊缝金属的晶粒,焊缝金属的塑韧性,焊接材料中通常加入少量的Nb、Ti、Al等合金化元素,同时应采取一定工艺。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS
耐磨钢板精密管值得信赖】")
精心选择优质材料制作而成,青海高压化肥管规格多样可选,满足您的各种需求。
耐磨钢板精密管值得信赖】")
厂家经验丰富,直接供货,青海高压化肥管无二次销售环节,质量放心。
耐磨钢板精密管值得信赖】")
03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,青海高压化肥管质量保障,出厂经过严格的质检。
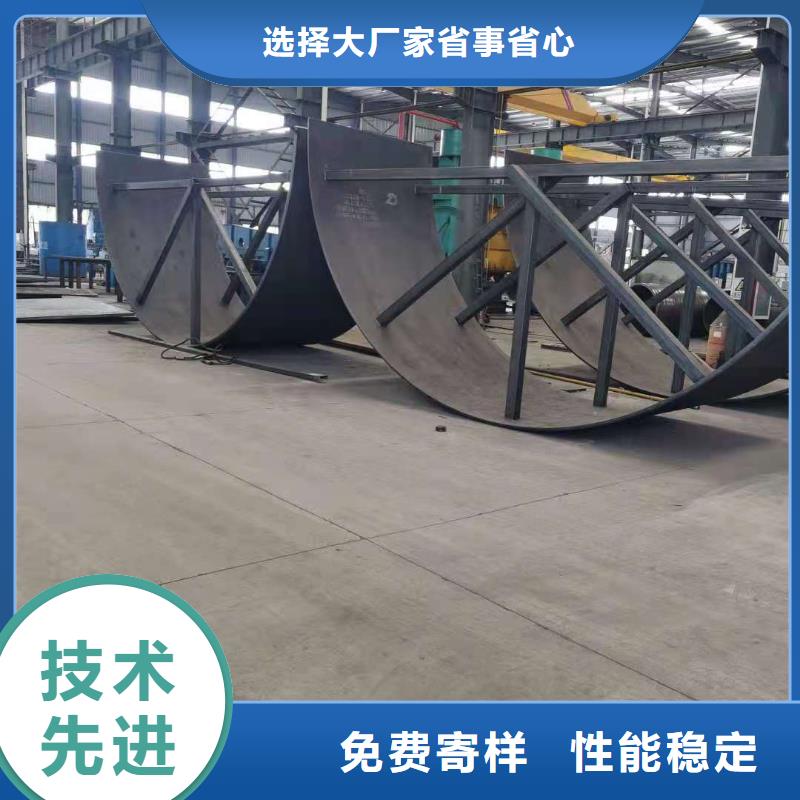
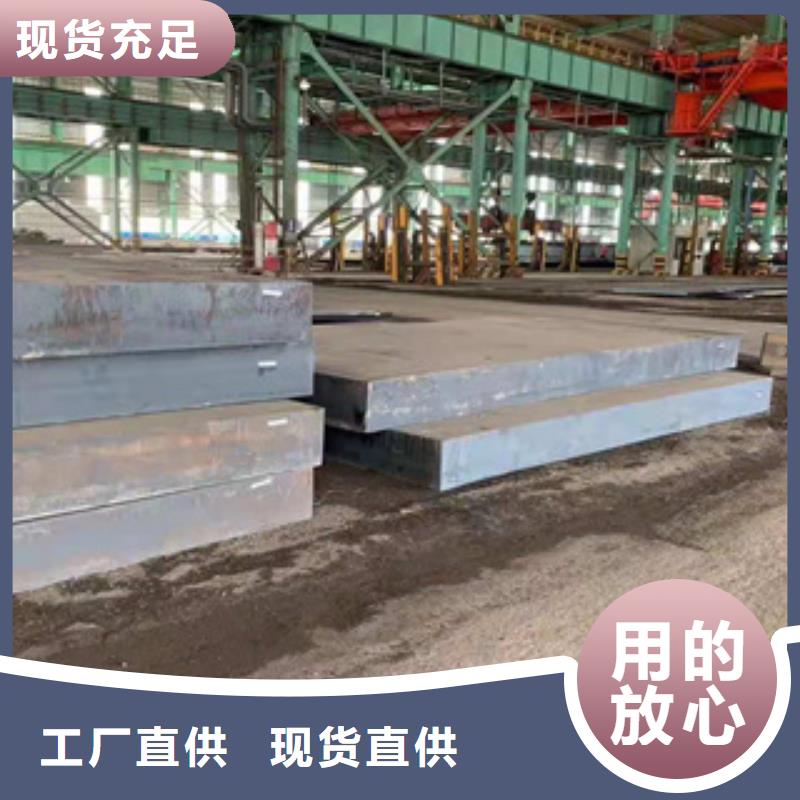
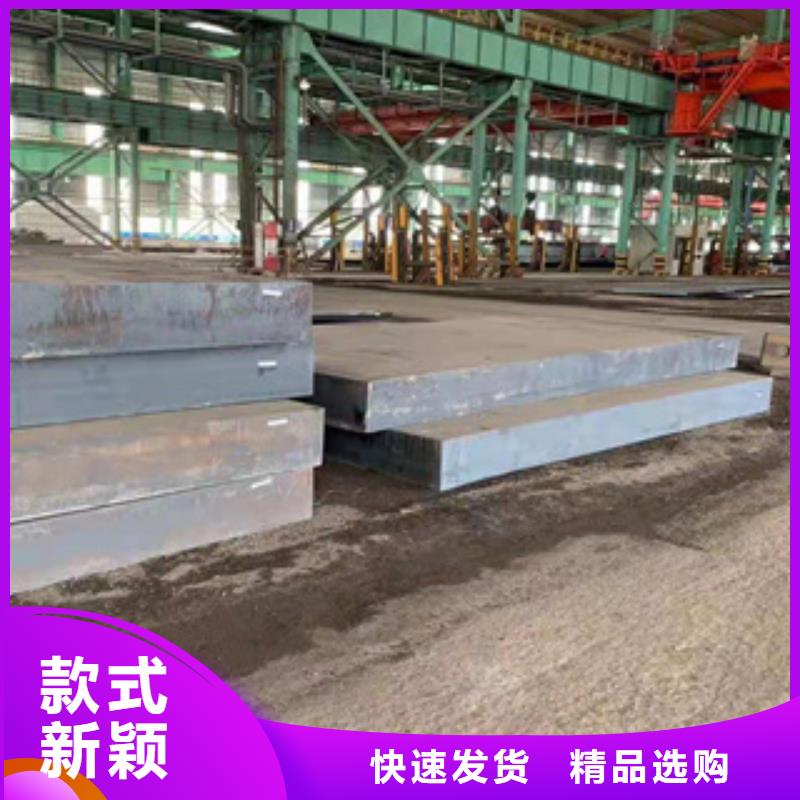
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH
COMPANY PROFILE
公司介绍
COMPANY PROFILE
鑫邦源特钢有限公司是一家以 青海高压化肥管、为主的经营企业,公司地理位置优越交通十分方便。我们交货及时,价格低,质量优,节假日照常营业。公司凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!我们一贯坚持 “ 质量di yi、信誉至上 ” 的生产服务宗旨,奉行 “ 以人为本,诚信立业 ” 的经营理念,秉承 “ 只有专业,才成事业 ” 的发展思路,竭诚为广大新老用户提供优质的产品和优良的服务。




 扫一扫
扫一扫


耐磨钢板精密管值得信赖】")
耐磨钢板精密管值得信赖】")
耐磨钢板精密管值得信赖】")
耐磨钢板精密管值得信赖】")
耐磨钢板精密管值得信赖】")
耐磨钢板精密管值得信赖】")